Pump Magazine
Publications
“The Essence of Equipment
Failure Analysis -
Theory, Approach, and a Case
Study”
by
Sourav Kumar Chatterjee
Manager, Rotating Equipment
Hindustan Petroleum Corporation, Ltd.
Mumbai Refinery,
July 9, 2002
Abstract
Failure is incapability of an item to deliver
desired level of service as specified by design/expected by user, under
specified condition. A thorough analysis of Root Cause of Failure is followed
by the detailed Field Case History of a seal failure of a pump at a refinery.
Human factor, logistics and team assignment is analyzed, along with tracking
technical aspects of a problem. Actual data for a pump operation around the
failure period is related to mean time between failures (MTBF) and a follow-up
monitoring plan, after problem evaluation and correction, is established. An
interesting and informative case for practicing plant engineers, maintenance
and operating personnel, to compare notes and learn.
Analysis
Analysis is a technique where a set of useful
information on an event under consideration is compared with a set of design
information of same areas and pertaining to same item involved in the
event, - to find out the deviations,
followed by a logical conclusion on cause of eventuality, using expert system
which possess wide database on similar type of events or using human expertise.
Failure analysis
Failure analysis is an analytical technique
used by professionals of all field at various functions to protect against
potential problems in process & products.
What is a Potential Failure?
The identifiable & measurable physical
condition of an item, which may be equipment / person / system, and which
indicate that the functional failure is about to occur or in the process of
occurring is known as potential failure.
The term potential implies strong
probability of occurrence.
EXAMPLES:
![]() Temperature of running equipment parts (bearing
housing casing lube oil, etc)
Temperature of running equipment parts (bearing
housing casing lube oil, etc)
![]() Visible leaks and wear
Visible leaks and wear
![]() Vibration level indicating potential bearing
failure
Vibration level indicating potential bearing
failure
![]() Wear particles in gearbox oil showing imminent
gear failure
Wear particles in gearbox oil showing imminent
gear failure
What is a Failure Mode?
It is an event, likely the cause for the
condition of each failure state. In other words, it is the manner in which an item
could potentially fail to meet the functional requirement, or design intent, or
both, as defined and/or acceptable to the end user.
Some typical failure modes:
* Bent *
Incorrect adjustment
* Broken *
Internal leak
* Contaminated * Jamming
What is a Failure Effect?
Failure Effect indicates the result of
failure, and makes us realize the following:
![]() Evidence that the failure has occurred.
Evidence that the failure has occurred.
![]() Safety, environmental & social consequences
Safety, environmental & social consequences
![]() The way in which the production or operation or
system is getting affected
The way in which the production or operation or
system is getting affected
![]() The physical damage caused by the failure
The physical damage caused by the failure
![]() Action to be taken to repair/revive /cure the
system and arrest further deterioration
Action to be taken to repair/revive /cure the
system and arrest further deterioration
Some typical failure effects:
* Leakage of pumpage * Low pressure
* Low flow *
No production
* Erratic operation * No control
* High vibration * Poor performance
* Rough finish * Unstable operation
* Operating parameter fluctuation * Intermittent operation
* Deterioration of product quality
Objectives of Failure Analysis
![]() To find out Root Cause of failure and remedial
actions
To find out Root Cause of failure and remedial
actions
![]() Recognize and evaluate the potential failure
modes
Recognize and evaluate the potential failure
modes
![]() Higher organizational, environmental, social
and human security and safety
Higher organizational, environmental, social
and human security and safety
![]() Identify actions, which could eliminate or
reduce the chance of potential failure from occurring
Identify actions, which could eliminate or
reduce the chance of potential failure from occurring
![]() Cost control
Cost control
![]() Higher productivity
Higher productivity
![]() Documentation of the process for future
reference and monitoring
Documentation of the process for future
reference and monitoring
Core View of
Failure Event
In an apparent assessment, though failure
event leads to losses, hazard, despair, discrimination and all similarly
negative notions, - but, ironically, there are few positive features also are
inherent in it if followed by Root Cause analysis.
H A Z A R D Loss
Despair
![]()
A formalized approach is of utmost
necessity to carry out effective and successful failure analysis. Such concept
generally comprises of five main activities.
![]() Data collection
Data collection
![]() Formulation of probable cause areas
Formulation of probable cause areas
![]() Analysis
Analysis
![]() Remedial measure
Remedial measure
![]() Documentation and corrective actions
Documentation and corrective actions
Data Collection
The success of a failure
analysis greatly depends on data collection. Out of so much data, the technique
of picking up relevant data accurately is a highly skilled job. Many times the
analysis sets back as concerned personnel become at a loss to understand what
data are required, and how to get it. For an equipment failure following steps
may be followed:
1- Identify the equipment & component
2- Find out potential failure mode or failure
effect
3- Find out designed parameters (constructional
& operational)
4- Note observations on
operating parameters (during failure) & constructional parameter on
dismantling
Formulation of Probable Causes
Type of equipment and accessories
Constructional features
Service condition
Type of component failed
Nature of failure
Potential failure modes observed before failure
Last maintenance details and MTBF
Probable causes
1)—
2)---
3)---
0---
|
Type of equipment and accessories Constructional features Service condition Type of component failed Nature of failure Potential failure modes observed before failure Last maintenance details and MTBF |
|
Probable causes 1)— 2)--- 3)--- 0--- |
![]() Input
Input
![]() Analysis
Analysis
Remedial Measures
Remedial measures are adopted
based on area of root cause and feasibility study for implementation.
![]() Design problem
Design problem
![]() Installation problem
Installation problem
![]() Assembly problem
Assembly problem
![]() Mal-operation
Mal-operation
![]() Raw material/spare part problem
Raw material/spare part problem
Documentation and Corrective
Actions
Documentation is an
arrangement / system to keep useful information in meaningful manner which can
be retrieved easily whenever required. It is also information for concerned in relation to pertinent item or
event, which is basic requirement for further development, and progress.
Documentation of entire failure analysis event must be done
in designated item field and in prescribed format highlighting details of event
and total observations, analysis considerations, justification for selecting
appropriate measures, implementation details, effect and observations after
implementation, update of P&ID / Datasheet / Drawings, indicating cause,
date and agency involved.
![]()
_____________________________________________________________
Plant, site, or an enterprise modernization means continuous
alteration of policies & approaches with the goal of making positive
response to the needs, in terms of quality of product, its cost effectiveness,
time, availability, and safety. In
course of doing that, a careful study must be carried out to select appropriate measures and to identify its key
aspects for successful operation.
Appropriate monitoring of performance of such new systems also
has immense importance. Absence of mandatory accessories for operation and
monitoring can lead to trouble and hazardous situation. This case study
presents a situation where an ECS seal for emission control has failed creating
hazard due to improper monitoring system and supporting accessories.
1A- Equipment type: centrifugal
pump, back pull out design
Tag no.- 14P19
Location Cr. LPG
Service C3+C4 (Propane+Butane+propylene)
1B-
Mechanical parameters:
Bearing type NU310/7310*2
Seal type ECS seal Double tandem
Flushing Plan
02,62 water quenching
Seal box venting to closed flare
Cooling Plan-
Plan G
Lubrication
type- Oil splash lubrication
Lube oil
grade-- Turbinol-68
Suction and
discharge nozzle size-6"*300 & 4"*300
MOC of Major
parts- SS-410, SS-316, CS
1C-
Operation parameters:
Service fluid: cracked LPG
Temp: 45
C
Flow: 115 M3/hr
Sp.gr: 0.49
Diff. head: 75M
NPSHr 1.0M
Suct.pr: 210 PSI
Disch. pr: 263.5 PSI
RPM: 1450
Min. flow: 28
M3/hr
Vapor pressure at p.t.: 200 PSI
1D- monitoring facility:
Online primary
seal failure detection facility
Alarm / trip
connected seal failure alarm
Failure
detection probability: Fair
Incident
Failure mode and effect: both primary & secondary (ECS) seal leaked
Time of
failure: 1st May 2002 @ 3 AM
Detected by:
Operation personnel
Immediate
action taken: Pump stopped and isolated immediately
Safety hazard:
Yes
Environmental
Hazard: Continuous leakage of LPG through seal.
Failure
Reporting time: 1st May 2002 @ 10 AM
Input process conditions:
Suction
condition trend: O.K.
Temperature
trend: constant
Suction flow
trend: N/A
Suction source
level / pressure: suction drum pressure & level trend constant
Output process conditions:
Discharge flow
trend: though the reflux flow trend found constant,
heavy
fluctuations observed in LPG run down flow and back pressure.
Discharge
Temperature trend: N/A
Discharge
pressure trend: N/A
Observations at site:
Cooling/flush
Line and jacket condition: cooling water lines found through and clear. Scaling
found inside stuffing box jacket.
L.O Condition:
Good No contamination observed.
Coupling
condition: Good and intact
Foundation
condition: OK
Alignment
readings on decouple: within limit
Suction and
discharge piping alignment: no piping stress
Piping
Foundation condition: in order
ECS Seal
system: flare vent line found plugged
Observations:
Bearing
condition: bearings found good and intact, no radial and axial play observed.
Bearing housing
condition: OK
Seal parts
condition: heavy pitting on seal ring mating face. Seal ring packing (
"O" ring) totally burnt. Heat
marks on Insert mounting burnt and damaged. Rotary unit springs found broken in
pieces. Dust of carbon found around seal
parts. Observations on secondary seal: wave springs broken, bellows found punctured.
Rotary face and packing good and intact. Heat marks on shaft at sleeve sitting
portion.
Shaft
condition/runout: OK, runout 0.001"
Impeller / lock nut condition : lock nut intact, impeller found
cracked at back shroud sleeve/ bush Clearances: wear marks on sleeve at steam
purge bush position
Wearing conditions & clearances: rubbing marks on both wear
rings. Clearances found: 0. 045" and 0.050" as compared with designed
0.026" & 0.030" front & back respectively (suction and
discharge)
Condition of
other related parts: coupling teethes well. Throat bush clearance also found
increased by 0.015
MTBF: 12 months
Last PM &
observations: 11th April, 2001 BCW lines were clear, coupling condition was
good, bearing good, foundation bolts OK, alignment was off realignment was
carried out, coupling run out OK.
Last failure
details and cause: pump was removed for seal leak on 14/03/2001. Subsequently
single seal
was replaced
with ECS seal .
Last
overhauling details with activities:
Bearings were
changed, ECS seal was installed.
Parts used from
OEM/local: OEM
Vibration trend
since last O/H:
|
|

![]() Starvation
(loss of flow?)
Starvation
(loss of flow?)
![]() Bend
shaft
Bend
shaft
![]() Bearing
failure
Bearing
failure
![]() Misalignment
Misalignment
![]() Loose
rotor assembly
Loose
rotor assembly
![]() Sealing
system problem
Sealing
system problem
Observations and conclusions were based on type of equipment and
accessories, constructional features, service condition, type of component
failed, nature of failure. Potential failure modes observed before failure are
depicted in the chart:
Detail
Analysis and Discussion
The heat mark on seal parts, sleeve and fatigue failure of wave
spring bellow of 2nd seal and spring of primary seal, eventually reveal the parts
were exposed to high temperature and high stress causing catastrophic failure.
Moreover, the alarm on failure didn't activate which is major flaw in ECS seal
system and calls for immediate rectification. It may be noted that this seal
was installed during March 2001 and the vapor recovery line has been connected
to flare system only on April 2002. During the operation of seal this was kept
plugged, as LPG is prohibited item or releasing to atmosphere. It is evident
from observations of failed parts that primary seal failed first which could
not be noticed, as alarm system didn’t work. The seal kept on running on ECS
seal and only on failure it both failures got exposed leading to hazardous
situation.
Failure of Primary Seal
The flushing
plan 02.62 (water quench) for this service, always has a tendency towards
getting inadequate seal flush. This is because the pump design, which has back
wearing and throat bush restriction to stuffing box along with impeller
balancing holes. Due to this design, the stuffing box pressure always equals to
suction pressure, which is very close to vapor pressure at process temperature.
Hence rise in temperature at seal box can create vaporization at seal box and
faces leading to loss of seal face lubrication. More dead end vapor recovery
system also didn't allow the vapors at primary seal face and got accumulated at
ECS seal box, pressurizing ECS seal box and increasing face loading on ECS
seal. After some time the heat generated due to seal friction would add more
heat to entrapped vapor causing the rise of pressure due to constant volume.
This enhanced pressure will act on secondary seal box at O.D and on inner
diameter of primary seal insert
squeezing off any possible lubrication film, which was already constrained due to
type of flushing plan.
Thus the
compression units were subjected to abnormal stress due to increased pressure
along with high heat due to lubrication less rubbing of seal faces. In this
case the primary seal leak took place due to inductee seal flush (evident from
heat mark and carbon dust) followed by reversed pressure, causing damage of
o-rings and compression of unit springs. Pitting on the seal face appears to be
due to blistering as a result of heat concentration The hairline crack on
impeller surface across the radius is also due to corrosion fatigue as it was
subjected to cyclic stress due to flow variation within corrosive environment
as the H2S, which is present in LPG (15000 PPM).
Failure of ECS seal
This failure
was the result of high load on wave spring due to vapor concentration at seal
box and rapid wear due to high face loading and lack of lubrication. Actually
this seal face has less contact area so that heat generation be less and
designed for operating under minimum box pressure. Once first seal is failed,
this seal provided service for short period, allowing planned (although urgent)
shutdown for seal repair.
The wearing
clearances increased due to temporary rotor bow at impeller end while operating
under fluctuating load condition away from BEP. Scale formation in stuffing box
jacket further caused poor cooling effect and heat dissipation.
Calculation of heat generation at seal faces:
Pressure-velocity facto (PV)
Heat Generation
at seal: Q=C1 x PV x f(Ao), B.T.H/Watt
b= seal balancing
ratio, 0.7
K=Pr. gradient
factor, 0.3 for light liquid
Psp= spring pressure = 0.45 bar
Vm=velocity at
mean diameter 3.14x65x3000/1000 x 60 = 10.5 m/sec
f= coefficient
of friction, 0.07 for C/TC Combination
Ao=Seal face area of seal ring = .001 sq. m
C1= 1 for SI
unit
PV = {(12-0.45)
x (0.7-.0.3) + 0.45} x 10.5 = 53.025 bar m/sec
Q= 1x 53.025
x0.07 x0.001 =0.037 watt/sec=0,037/4.18=0.009 cal/sec *
Or Q= 0.009 x60
x60=31 cal/hr
* Cal= watt/J (J=4.18 Jules/sec)
This undissipated heat will cause rise in temperature of LPG
vapor at constant volume and the rise per hour could be calculated by using gas
law: P1 x V1 / T1 = P2 x V2 / T2
Root Cause of Failure
The improper
flushing plan and lack of vapor escape feature is the Root Cause of failure of
primary seal. The non-function of alarm system and absence of vapor recovery
connection are the root causes for ECS seal failure. The lack of cooling due to
jacket scale also a cause to accelerate the failure.
![]()
1. Seal flush
system modification to API Plan 11 that will maintain higher stuffing box
pressure and enough flush.
2. De-scaling
of stuffing box jacket and thorough inspection during preventive maintenance to
be carried out.
3. The diff.
temperature of cooling water to be monitored for effective heat dissipation.
4. The vapor
recovery line to be connected properly to flare header.
5.
Rectification of alarm annunciation system for seal failure.
Timing Schedule and Team
Assignment
Activity no 1,2,4 - by maintenance
Item 3
- by operation / PAD
Item 1
- in consultation with seal manufacturer during next available
opportunity
Item 5 by Instrument section
Remaining items to be implemented immediately
Follow-up:
![]() Six months observation
Six months observation
![]() Document and update of records and history log
to be maintained after corrective measures are implemented and continued during
the following satisfactory operation of period of one year.
Document and update of records and history log
to be maintained after corrective measures are implemented and continued during
the following satisfactory operation of period of one year.
Readers Feedback, Questions, Discussion and the
Author’ Comments:
“…There are several items that are
a bit unclear, and this maybe due to nomenclature usage. The author assumes the reader knows what a
double/tandem seal is…”
“…If double tandem, then why a
disaster bushing (plan 62)? (Here again
the nomenclature leads us to some confusion that could have been enhanced by
including a simple schematic of the seal…”
“…The cracking of the impeller
suction end ring is not covered sufficiently to dismiss total doubts of a
failure initiation there. Did this cause
the failure of the throat bushing, was there one? And consequently - the loss of pressure in the seal cavity?”
“…A great understanding of a seal
design is shown in the analysis by Mr. Sourav Kumar Chatterjee. I am curious of what was the cross-sectional
face width of the seal? In refinery
applications for LPG one usually uses 0.125 inch, as a rule of thumb, keeping
the balance ratio intact in the seal as manufactured (in this case 70%). Face cross-section greater than 0.125 in., in
extreme cases with stuffing box pressures 150 to 200 lbs, can generate
sufficient face-to-face loads to turn the seals on the sleeve/shaft and begin
machining themselves loose. This can
take place in a shorter time frame than the dead ended box can affect the seal
operations. Would appreciate if Mr. Chatterjee could go over some of these to
clear up…”
Author’
Response:
I am thankful for valuable
comments. The seal is Emission Containment Seal (ECS) which works on nearly
zero (particularly if N2 buffer provision is made) emission. The secondary ECS
seal runs dry due to minimized contact area and a special grade material (C/SC)
for face combination.
To flare through NRV![]()
![]()
![]()
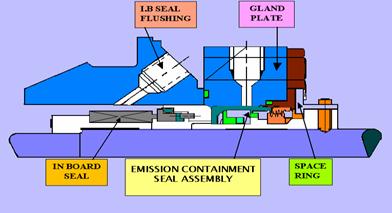
![]() To
minimize seal box pressure (the vapor from primary seal to be vented to flare)
the general arrangement is as follows:
To
minimize seal box pressure (the vapor from primary seal to be vented to flare)
the general arrangement is as follows:
The original seal for this pump was a single
seal and having plan 02.62. The 62 is a quenching provision and for LPG service
water quenching is given to avoid ice formation in seal area due throttling
expansion at close clearance areas when pump remains in stand-by condition.
Initially, conversion to ECS seal retained the same plan 02.62 due to following
reasons:
![]() The same plan had been working satisfactorily
for single seal since commissioning in 1994
The same plan had been working satisfactorily
for single seal since commissioning in 1994
![]() In corporation of plan 11 needs major
modification in stuffing box, which is time consuming affair.
In corporation of plan 11 needs major
modification in stuffing box, which is time consuming affair.
Unfortunately, the detail analysis of the
effectiveness of 02.62 for ECS primary seal had not been done to pinpoint the
differences between the earlier single seal and ECS seal.
The cracks on the impeller are due to
corrosion fatigue. Similar cracks were noticed and on micro-structure
examination it was determined they had developed because of degradation of
bonding due to chemical corrosion and subjected to variable pressure, as there
is frequent pressure variation of rundown header. For other pump the impeller material was
changed to CF8M from 410ss and for this pump also same modification is done.
Hairline cracks on
impeller face:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

D1 D2 D3![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()

![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Seal
Box area Atmospheric side
Seal
Box area Atmospheric side
Contact Area = ת/4 x D12 - ת/4 x D22
Exposed area = ת/4 x D12 - ת/4 x D32
Closing force = Exposed area x Liquid
pressure at stuffing box
Opening Force= contact area x mean face
pressure due to hydrodynamic force
Normally, the closing force is higher than
opening force so as to keep face contact stable during adverse operating
condition like cavitations, high vibration etc.
Balancing of Seal faces= Opening area/
exposed area. Hence for same seal size an increase in face width will cause
increase in opening force-making seal unstable in adverse operating condition.
If for same seal size the seal face width is too small also the unbalanced
closing force will squeeze the film thus loss of lubrication will take place
leading to face damage.
Seal face width is selected based on
pressure-velocity (PV) factor, service liquid, and size of the seal.
The stick lip condition, when rotary face
tends to transmit torque to stationary face, can take place, if there is too
much pre-load spring compression applied, or in case there exists congealing
substances (VTB, LSHS etc.) due to improper heating or absence of purging
steam) between two faces.
Distortion of carbon face can take place due
to heat or impurities causing higher frictional force or higher frictional
bonding with mating face.
Increase in throat bush clearance is not very
high. Moreover, as the impeller is having balancing holes, the in throat bush
area will not affect the seal box pressure remarkably as it is already close to
suction pressure. Only the circulation would increase and the liquid film
support to the shaft would be absent, leading to lowering of critical speed
nominally and the rubbing of wearing surfaces could also take place.
Hope this helps to answer questions mentioned
by the readers in the Editorial feedback. I sincerely thank the Pump Magazine publisher
and the readers for their comments.
Sourav Kumar Chatterjee
Manager Rotary Equipment
HPCL Mumbai India
We received a comment on
this article form our reader from
Dear Sir
I enjoyed reading the
two cases Mr. Chatterjee presented on
mechanical seal troubles and solutions for a pump for the reduced crude at the bottom of a column
at a Primary Distiller Unit. I work in a refinery on a problem of continuous
failures of the mechanical seal. This mechanical seal began to fail shortly
after the installation in 2003. I think there are several factors: one related
to the cavitation due to high temperature of reduced crude (624 ºC measured by
a temperature transmitter) and low suction pressure (8 psig measured by a
pressure transmitter).
The mechanical seals for the
petroleum industry are governed by API 682, and the supplier used Plan I with
Plan 11 and Plan 53 with a barrier fluid cooled in a convective tank (not
forced). We experienced the leakage when using Plan 54 (with a forced barrier
fluid through a heat exchanger) after a short time.
The current mechanical seal
have bellows in a dual tandem pressurized arrangement with Plan 54 with a
synthetic oil (Royal Purple Barrier Fluid GT 910) and with a recently installed
steam quench extracted from a saturated steam line and demoisturized through a
mechanical separator with a steam trap at the bottom of the separator, although
I noticed that the condensate is leaving the mechanical seal directly to the
drain (sewage) without a steam trap. Is trap needed to avoid condensate on the
mechanical seal chamber? I am concerned if the steam entering mechanical seal
chamber is dry, as wet steam would cause problems of coking at seal bellows. How
can I make sure steam to the seal chamber is dry?
Considering low NPSH due
to vapor pressure of reduced crude at the operating temperature of 624 ºC, operators
said that the cavitation of pump occurs mainly when starting the pump. Do you know what is vapor pressure
of a typical reduced crude at the temperature of 624 ºC ? I
think it varies according to the crude composition, but an approximate value
would help..
I also think that a probable
problem could be the diameter of suction pump of 10 inches – and has not been
increased when we installed a new pump from the old pump of lower capacity. Thus
a new pump has more friction loss leading to less suction pressure and
risk of cavitation. The old pump of less capacity in gpm did not have problems
with mechanical seal failures. Also, operating at low flow, the valve at
the outlet of pump is throttled to less than 50 % of nominal capacity.
Vibration of pump after major
repair of mechanical seals and bearings went down from 6.4 to 2.5 mm/sec
and acceleration went down from 12.4 to 0.74 G. Are these ok?
There are three pumps in
parallel pumping reduce crude from bottom of column. Two of them operate
together, and have no seal problems. The third pump operates alone at reduced
capacity has mechanical seal failures and control valve pinched. Initially, the
pump had the same problem experienced in Case 1 you presented with the barrier fluid
circulating only when the pump was in operation and a failure occurred when
there was no barrier fluid at the fluid reservoir and coke was found under the
bellows of the secondary seal, which is why the seals faces opened.
Plan 54 users synthetic oil (Royal
Purple Barrier Fluid GT 910) as a barrier fluid, which the supplier claims to
be compatible with the reduced crude.
I would appreciate any
comments about the probable causes of our continuous mechanical seal failures,
and any suggestions you may have to solve the problem.
Best regards
Manuel Luque Casanave
August 14, 2006
Dear Mr. Casanave, - thank you for your comments, and it is good
to see that our readers keep in touch with the publications long after they
first appear at Pump Magazine. We will let Mr. Chaterjee know your input, as
well as are asking our readers to provide any additional comments, thoughts, and
ideas. In my view, suction pressure was an issue, as you noted, and maintaining
proper level of buffer fluid was an issue. Perhaps an automated level detection
in the buffer tank would keep it from running dry. Regarding vapor pressure of
oil, it may vary from one site to another, depending greatly on specific
composition. I would recommitment you involve your local laboratory to test the
oil, and determine its characteristics, including vapor pressure.
Thanks again, for your valuable contribution and an interesting
case.
Dr. Lev
Editor
Pump Magazine