Article 19:
WHAT HAPPENS WHEN A PUMP NO LONGER OPERATES AT OPTIMUM CONDITIONS? (Part 1)
Last month, we discussed general implications of pumps operating
to the left of the best efficiency point (BEP). Low efficiency, high radial
loads, noise, vibration - become a real problem when that happens. Damage to
the seal, shaft, couplings and poor reliability are a real and direct result of
such operation.
This month, we will explore the effect of such operation on pump efficiency and will estimate wasted
energy. In the following Editorials, we will also examine the effect on radial
load, cavitation damage, and other aspects. The
larger the pump, the more energy is wasted when a pump operates off-peak. A full range of ANSI pumps, for example, as
offered by a pump manufacturer, may consist of many sizes, to span a wide range
of flows – with larger sizes reaching over 4000 gallons per minute:
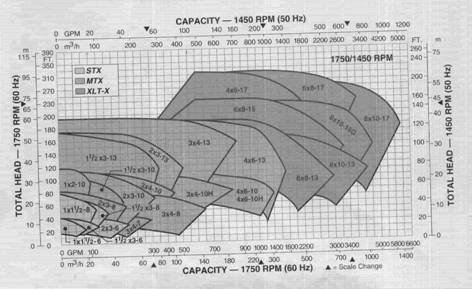
The graph above is called an Overall Hydraulic Coverage Chart. For
each size, a head-capacity curve at the maximum and minimum impeller diameter
is plotted (sometimes minimum diameter is not shown in order to make the chart
less cluttered). This allows to make an approximate
selection of a pump size, and then to look up the individual detailed hydraulic
performance curve for that size, to finalize the details.
Let’s consider a case of a relatively small pump first. For
example, if a pump user is looking for a pump to pump 40 gpm
at 140 feet head, a 1x1.5-6 pump size (with
approximately 6” impeller diameter) would be picked. The pump will work, but
unfortunately will not be operating at its optimum design point.
![]()
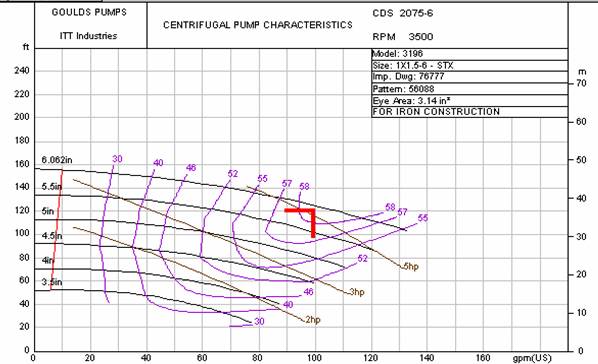
As evident from the hydraulic curve for this pump size, this pump
will have 40% efficiency (yellow circle). Its design point (red angle), however,
is at 58% efficiency, i.e. the pump operates to the left of its BEP point for
the impeller diameter required to achieve the desired head.
As we said, the issues of radial thrust, vibrations, etc. will be
addressed at later Editorials (you may take a sneak preview based on Articles
#16 and 17), but for now – let’s see what this means strictly from the energy
point of view.
In our example, note that a horsepower line that passes near the
operating point is approximately at 4 hp, which is roughly 3 kW. How much does
it cost to operate this pump if running continuously, 365 days per year, at,
say $0.07 per kilowatt-hour?
3 (kW) x 24
(hr/day) x 360 (days/year) x 0.07 ($/kW-HR) = $1814
Now, what would it cost if the efficiency was somehow improved to
the same 58% that this pump enjoys when operating at the design point?
Obviously, if a pump runs more efficiently, it will take less power. In fact,
the power (and thus cost) would be inversely proportional to efficiency:
1814 x (40/58) =
$1251
The net savings
would thus be 1814 – 1251 = $563, which is 31% less
Next, let’s consider a somewhat larger pump. Say we have a 4x6-10H size operated at 600 gpm and producing
100 feet of head:
![]()
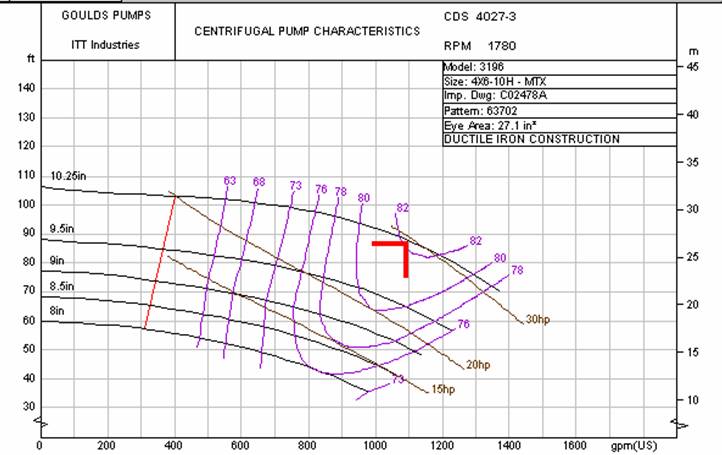
Again, the pump is off the efficiency peak. It operates at
approximately 65%, whereas its peak efficiency at that diameter (10.25”) could
be 82% ! Now, the energy dollars become more
pronounced. Its power consumption is approximately 25 hp (19 KW), according to
horsepower lines in the proximity to operating point:
19 x 24 x 360 x
0.07 = $11,491
But it would be less if efficiency was restored to the designed
82%:
11491 x (65/82) =
$9,108
The savings would
be: 11,491 – 9,108 = $2,382, i.e. about 21% in this case
Let’s next take even larger size, 8x10-17:
![]()
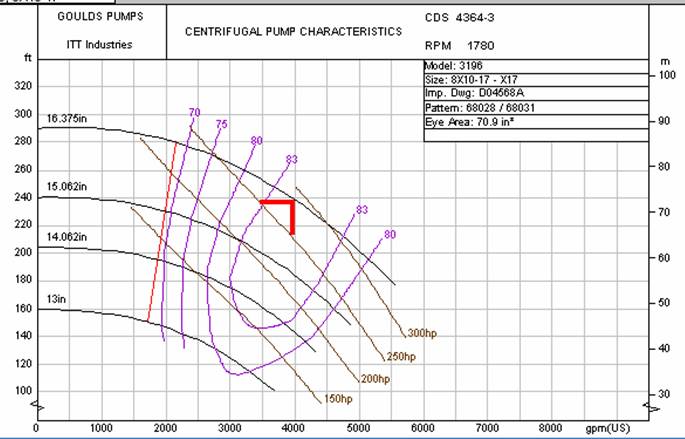
Let’s assume this pump operates at 2000 gpm
(280 feet head), instead of a peak point of 4000 gpm.
The efficiency at the actual operating point is only 70% instead of the
potentially achievable 83% by this pump.
The horsepower at the operating point is roughly 225 hp (168 KW),
and the yearly energy bill is:
168 x 24 x 360 x 0.07 = $101,516
At restored efficiency, this would be: 101516 x (70/83) = $85,616
The nest savings
would be: 101516 – 85616 = $15,900
For larger sizes, the energy savings could be even greater.
As you can see, the net savings depend on how far back
away from the Best Efficiency Point the pump operates. Unfortunately, this problem exists in all too
many actual installations in the field. Many pumps, procured and installed
years ago, often no longer operate at the originally intended hydraulic
conditions. As operating conditions change, the pump is simply throttled
further and further away from the BEP. The result – dollars literally “burned”,
- not to mention other problems (high loads, shaft breakage, etc.).
Obtaining a smaller pump is not a good answer. First of
all, a smaller pump may still not (and usually does not) have the hydraulics
sized to hit the operating point “dead on”. It may help somewhat, but is
expensive and not as efficient. The user choice is limited only to the pump
sizes available, as standard, from the pump manufacturer’s catalog, and even
with a large number of sizes in the catalog, it is virtually impossible to
cover each and every variation of the operating conditions. So, the user is
forced to settle for the “second best”, but not the optimum. More importantly,
however, is the issue of economics and feasibility of piping change, to accommodate a proposed pump downsizing. Piping
changes alone can often cost more then a pump.
A better solution is to have a new impeller,
custom-designed and sized for your operating conditions. By doing that, a pump
performance will essentially “shift” or “slide” to exactly where the Best
Efficiency Point is, - and the net losses become zero. Such approach is
effective, and the investment is minimal, with a payback of less then a year,
and often just a few months.
Not only ANSI single stage overhung-impeller pump
designs can benefit from this approach. Cooling water between-bearing pumps, are known to have benefited greatly with improved
impeller hydraulics. When a metal impeller is replaced with structural
engineered composite material (80% lighter then metal), the combined effect of
hydraulic fine-tuning with reduced weight (and thus load), can be dramatic. Rotordynamics benefits of such approach are obvious, and
savings immediate. Other pump types,
such as vertical multistage river intake pumps, condenser, circulating, etc.
can have similar issues, and could be likewise retrofitted with improved
hydraulics designs, - quickly, efficiency, and economically. More
on this in the next edition of our Editorial.
In
the meantime, if you suspect that your pump is not operating at the optimum
conditions, - send us your hydraulic curve and indicate the desired operating
condition. We will evaluate the potential energy savings, as a function of your
operating conditions in relation to the actual pump BEP point. We will then
evaluate the costs, and impact of rotordynamics, and
will provide our engineering recommendations. You may be surprised how much
money you may potentially save.
.
Dr. Lev Nelik, P.E., Apics
Pumping Machinery
June, 2003
Send your comments
with request to evaluate efficiency improvements and potential savings via
retrofit program to: